
摘要:冲床***是一台冲压式压力机。在国民生产中,冲压工艺由于比较传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。变频器在冲床上面的应用具有启动时速度稳定上升,无机械冲击,保护冲床机械部分,延长保养时间速度可按产品要求调整,******产品的质量,降低废品率等优势。
关键字:冲床,变频器,优势
一、冲床工作原理
冲床主要是针对板材的冲压成型。通过模具,能做出冲孔,成型,拉伸,修整,精冲,铆接及挤压件等等,广泛应用于电子、通讯、家电、交通工具等各个领域。
冲床是将圆周运动转换为直线运动,由主电机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成模具的直线运动。
二、AC80C-Y产品特点
1. 结构紧凑,通过优化结构设计,使体积进一步减小。
2. 高******性,整机温升测试,长寿命设计,宽电压输入,三防漆自动喷涂工艺。
3. 独特的电压抑制功能,能够快速抑制住直流端母线电压。
4. 独特的电流抑制功能,硬件内部新增逐波限流功能,能够快速抑制运行中的电流。
5. 稳速精度高,调速范围广,低频力矩大,过载能力强。
6. 快速且稳定的转速追踪功能,******能追踪1HZ转速。
7. 随机载波功能,轻松应对电机噪音。
三、电气接线图及参数设置
电气接线图:
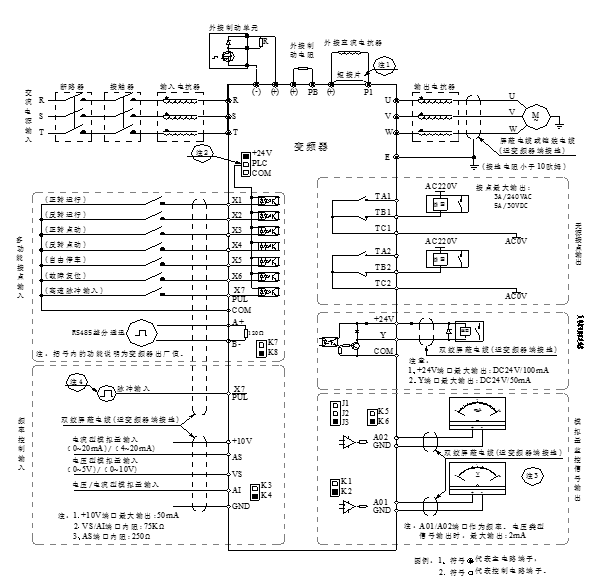
注: 1、安装 DC电抗器时,请务必拆下P1、(+) 端子间的短接片;
2、多功能输入端子(X1~X7/PUL)可选择NPN或PNP晶体管信号作为输入,偏置电压可选择变频器内部电源 (+24V端子),也可以选择外部电源(PLC端子),出厂值图示转换开关拔至+24档表示‘+24V’与‘PLC’为短接状态。
3、模拟量监视输出为频率表、电流表、电压表等指示表专用的输出,不能用于反馈控制等控制类操作。
4、由于实际使用中存在多种脉冲类型,具体接线方式请参见详细描述。
参数设置:
1.电机参数组
|
功能码号 |
设定值 |
功能码名称 |
|
F0.00 |
0 |
控制方式 |
|
F5.01 |
XX |
电机极数 |
|
F5.02 |
XX |
电机额定功率 |
|
F5.03 |
XX |
电机额定频率 |
|
F5.04 |
XX |
电机额定转速 |
|
F5.05 |
XX |
电机额定电压 |
|
F5.06 |
XX |
电机额定电流 |
2.功能参数组:
|
功能码号 |
设定值 |
功能码名称 |
|
F0.02 |
1 |
运行命令通道 |
|
F0.03 |
2 |
频率给定主通道选择 |
|
F0.09 |
XX |
******频率 |
|
F0.11 |
XX |
上限频率 |
|
F0.12 |
XX |
下限频率 |
|
F0.14 |
XX |
加速时间1 |
|
F0.15 |
XX |
减速时间1 |
|
F0.17 |
XX |
载波频率 |
|
F3.22 |
1 |
AO1输出 |
3.AO2口输出脉冲参数和通讯参数组:
|
功能码号 |
设定值 |
功能码名称 |
|
F0.02 |
2 |
运行命令通道 |
|
F0.03 |
6 |
控制方式 |
|
F3.23 |
1 |
AO2输出 |
|
F3.26 |
3 |
AO2信号选择 |
|
F3.29 |
XX |
AO2FM频率输出下限 |
|
F3.30 |
XX |
AO2FM频率输出上限 |
|
Fd.00 |
0 |
主从选择 |
|
Fd.01 |
XX |
本机地址 |
|
Fd.02 |
XX |
通讯波特率选择 |
|
Fd.03 |
XX |
数据格式 |
注: PLC控制脉冲输入参数和通讯参数有需要时设置
四、现场照片

五、总结
伟创AC80C-Y冲床专用变频器,以其突出的性价比,为客户提高生产效率,降低成本。
上一篇:没有了 下一篇:伟创SD610在油压机上的应用 |
 内容编辑
内容编辑